
热覆层PCB选型与设计:从“能用”到“好用”的十个关键判断
做过大功率设计的工程师都有这种体会:明明选了热覆层PCB,器件结温还是压不住;或者散热达标了,成本却翻了好几倍;更头疼的是,好不容易打样通过,一上批量就出现分层、击穿。
这篇文章不讲基础概念,直接从实际工程中的决策点切入,帮你理清热覆层PCB选型与设计中的关键判断逻辑。
一、什么时候真的需要热覆层PCB?别被“功率大”误导
很多工程师的判断标准是“功率大就要用”。这个逻辑有问题。
核心判断指标只有一个:单位面积热流密度。
• 如果热流密度 < 5W/cm²,且层数 > 4层 → 用FR-4 + 散热过孔 + 外置散热器,性价比更高
• 如果热流密度 > 5W/cm²,且空间受限无法加装散热器 → 热覆层PCB是正解
• 如果热流密度 > 15W/cm² → 热覆层PCB是唯一选择,且需要考虑铜基
一个容易踩的坑:把整板功率除以整板面积来算热流密度。正确做法是以最热器件的功率除以该器件的封装投影面积。局部热点才是真正的杀手。
二、铝基还是铜基?不是“导热系数越高越好”
铜基导热系数401W/m·K,铝基170-200W/m·K。单看数字,铜基完胜。但实际选型中,90%的场景铝基就够用。
什么时候必须上铜基?
• 热流密度 > 20W/cm²——铝基的扩散能力不够
• 高频功放——铜的电磁屏蔽性能是刚需
• 超薄设计(<0.8mm总厚)——铝基太薄时强度不足
• 热循环次数 > 2000次——铜的热膨胀系数更接近陶瓷器件
一个经验数据:同样设计下,铜基比铝基的器件结温低10-15℃。但成本是铝基的3-5倍。如果这10-15℃不是“生死线”,优先选铝基。
三、介电层:80%的热阻在这里,却最容易被忽视
很多工程师选型时盯着金属基底看,其实热覆层PCB的整体热阻中,介电层贡献超过80%。
介电层选型的三条铁律:
1. 导热系数按需选,不是越高越好
• 1-2W/m·K:常规LED、消费电源
• 2-4W/m·K:车载OBC、工业电源
• 4-8W/m·K:激光驱动、射频功放
导热系数翻倍,成本通常翻3-5倍。够用就行。
2. 厚度是双刃剑
• 75μm:热阻最低,但耐压<1.5kV AC
• 100μm:主流选择,耐压2-3kV AC
• 150μm:耐压>4kV AC,适合高压场景
如果工作电压<400V,选75-100μm;如果>800V,必须选150μm以上
3. Tg值决定了长期可靠性
• Tg < 130℃:便宜,但用两年性能就下降
• Tg > 150℃:优先选,热循环寿命提升一倍以上
尤其是车载、户外场景,Tg是刚需
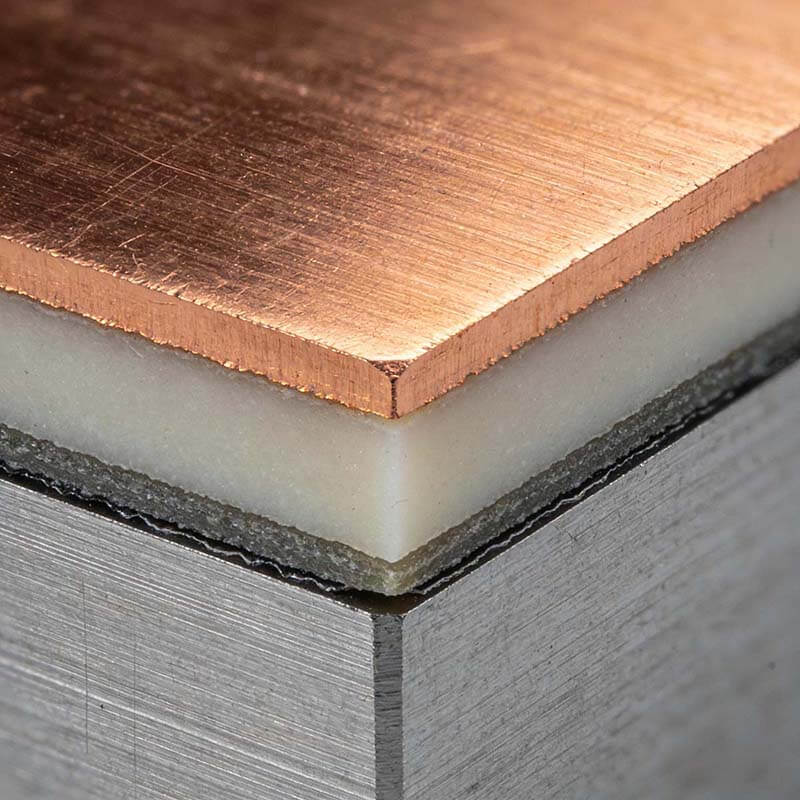
四、铜箔厚度:不只是载流,更是均热
很多工程师选铜厚只看电流。但在热覆层PCB上,铜箔的横向导热能力同样关键。
一个容易被忽略的逻辑:功率器件产生的热量,首先通过焊盘进入铜箔。如果铜箔太薄(1oz),热量来不及扩散到介电层,就会在器件下方形成热点。如果铜箔足够厚(2oz以上),热量会先“铺开”再向下传导,介电层的散热效率会提升30-50%。
选型建议:
• 信号电路:1oz够用
• 功率电路(<5A):2oz起步
• 大电流(5-20A):3-4oz
• 超大功率(>20A):5-10oz,同时考虑铜基
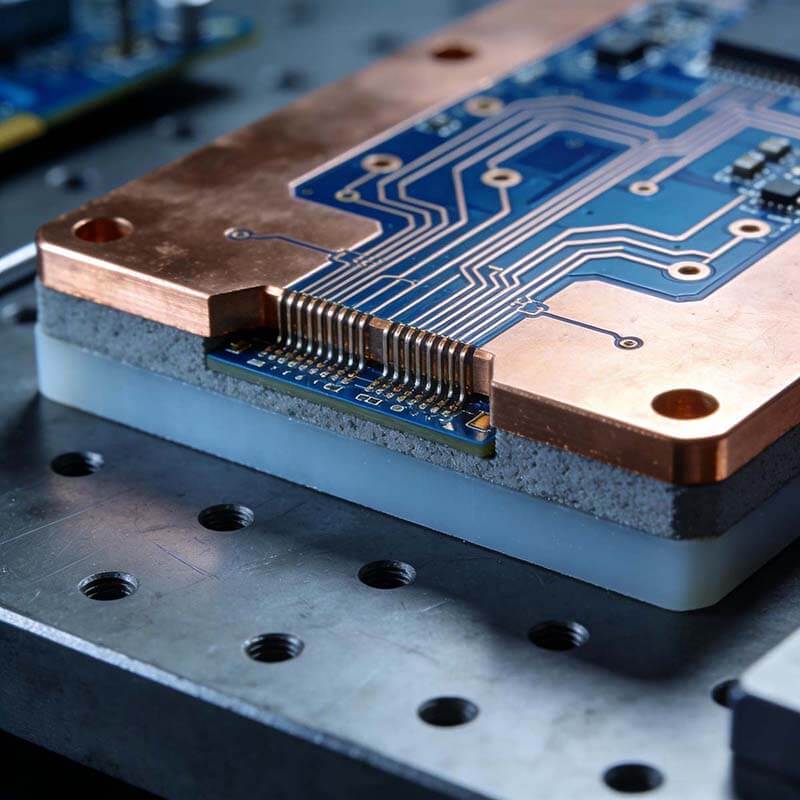
五、设计阶段的三个“不能做”
1. 不能开散热过孔
这是FR-4设计习惯带过来的最大坑。在热覆层PCB上,过孔如果穿透介电层接触到金属基底,就是短路。正确的做法是:在器件焊盘下方设计盲孔或填充孔,只连接铜箔层和金属基底之间,但必须有介电层隔离。
2. 不能把功率器件扎堆放
很多工程师为了走线方便,把MOSFET、二极管、电感挤在一起。在热覆层PCB上,这样做会让局部热流密度突破介电层极限,导致分层或烧毁。正确做法是分散布置,间距至少3-5mm,让热量有空间扩散。
3. 不能忽略阻焊层的影响
阻焊层的导热系数只有0.2-0.3W/m·K。如果功率器件的焊盘上覆盖了阻焊,相当于给热传导加了一道“门禁”。正确做法是:在功率焊盘区域开窗,让铜箔直接暴露,或涂覆薄层导热材料。
六、热仿真不是走过场,是必做项
很多设计流程中,热仿真被放在最后“验证一下”。正确的顺序应该是:热仿真驱动设计。
三个必跑的仿真场景:
• 稳态热分析——确认最高结温是否在规格内
• 热循环分析——确认温度变化是否会导致分层
• 热点分析——确认有没有局部热流密度超标
一个经验值:如果仿真显示结温 > 125℃,且余量 < 10℃,打样大概率会出问题。要么优化布局,要么升级材料。
七、打样测试的三个关键指标
拿到样品后,不要只看“能工作就OK”。以下三个指标必须测:
1. 热阻(Rth)
用热成像仪或热电偶,在已知功率下测器件壳温和环境温度,反推热阻。如果实测热阻 > 设计值20%以上,说明介电层层压有问题。
2. 绝缘耐压
按产品工作电压的2倍+1000V打耐压。如果击穿,大概率是介电层厚度不均或有气泡。
3. 热循环
• 工业级:-40℃~125℃,500次
• 车载级:-55℃~150℃,1000次
如果100次内出现分层,说明层压工艺不合格
八、关于成本:贵在哪,省在哪
热覆层PCB的成本构成:
• 金属基底:30-40%
• 介电层:40-50%
• 加工费:20-30%
成本优化的正确路径:
• 优先优化介电层——导热系数从4W降到2W,成本省一半
• 合理选择金属基——铝基比铜基便宜60%以上
• 避免非标厚度——用1.5mm/2.0mm标准板,比定制厚度省15%
• 不要盲目增加铜厚——从2oz到4oz,成本翻倍,但散热提升有限
一个不该省的地方:介电层厚度。为了省成本用薄介电层,结果耐压不够返工,得不偿失。
九、常见问题的工程判断
Q:热覆层PCB能用在RF射频上吗?
能,但要注意两点:一是金属基底会改变阻抗特性,需要重新仿真;二是高频信号对介电层的介电常数稳定性要求高,需要选专用材料。
Q:为什么我的热覆层PCB过回流焊后变形?
金属基底和介电层的热膨胀系数(CTE)不匹配。解决方法是:选用CTE匹配的材料组合,或降低回流焊的升温速率。
Q:可以自己在板子上铣槽或打孔吗?
不建议。铣槽会破坏介电层边缘,容易导致吸潮分层。如果需要开槽,必须在设计阶段和生产厂确认。
Q:怎么判断供应商的介电层质量?
要一份介电层厚度分布报告。厚度公差 > ±15%的,直接排除。厚度均匀性是层压工艺水平的核心指标。
十、写在最后:技术选型没有“最好”,只有“最合适”
热覆层PCB不是万能解药,也不是越贵越好。
如果你刚接触这个技术,不妨从“热流密度”这个核心指标开始,逐步建立自己的判断逻辑。选型时多问自己:这10℃的温差值得我多花一倍成本吗?这个场景真的需要铜基吗?
设计时记住三个关键词:均热、分散、匹配——让热量均匀扩散,让器件分散布置,让材料和工况匹配。
这些判断逻辑,远比记住一堆参数更实用。