
电路板镀通孔避坑指南:设计、量产工艺到缺陷根治
做 PCB 的工程师,没人能绕开电路板镀通孔。
双面板打样回来一半孔不通,高多层板量产良率卡在 50%,汽车板过炉后镀层起泡,高速板信号完整性出问题,80% 的 PCB 失效问题,最后都能追溯到镀通孔的设计或工艺上。
很多人觉得镀通孔就是钻个孔、镀层铜,没什么技术含量。但真正跑过量产的都知道,这玩意儿是 PCB 制造里最容易踩坑的环节 —— 设计端差 0.1mm 的孔径,工厂端药水参数偏 0.1,批量生产就是几百上千片的报废。
这篇内容没有空泛的理论堆砌,全是我们工厂跑了 10 年 PCB 量产,踩过无数坑攒下来的实操经验,从设计选型、核心工艺管控,到常见缺陷的根治方案,帮你从源头避坑。
先搞懂:镀通孔到底是什么,什么时候该用?
很多新手工程师最容易犯的错,就是镀通孔(PTH)和非镀通孔(NPTH)乱用,最后要么成本白涨,要么板子直接报废。
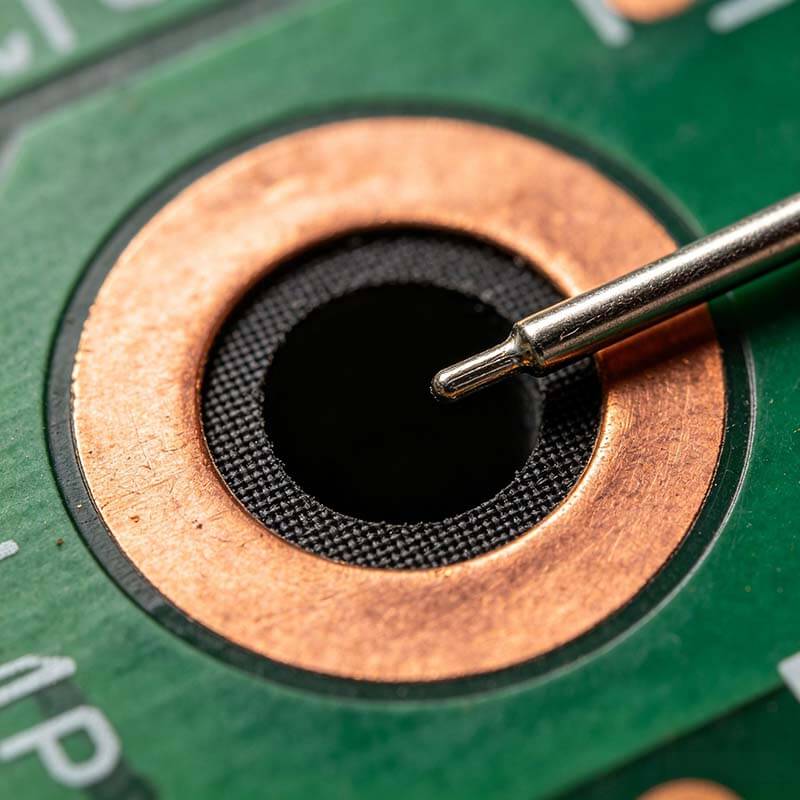
电路板镀通孔,核心就是孔壁有一层连续的导电铜层,作用是把 PCB 的顶层、底层和所有内层连起来,实现电气导通。而非镀通孔,孔壁就是绝缘的基材,只用来做固定、定位,没有任何电气功能。
我见过太多设计,把螺丝孔做成了镀通孔,不仅没任何用处,还平白多了沉铜电镀的工序,成本涨了一截;还有人把直插元件的焊盘孔做成了 NPTH,回来插件根本焊不上,全板报废。
这里给你一个不用动脑子的选型标准,我们工厂给客户审图都是按这个来:
• 只要这个孔要走信号、过电源、焊元件引脚,必须用镀通孔
• 只要这个孔只用来上螺丝、做定位、没有任何电气要求,直接用 NPTH,省钱还省心
很多人还会纠结,镀通孔、盲孔、埋孔到底选哪个?
不用看网上那些复杂的参数对比,就按你的实际需求来:
• 常规 2-8 层板,BGA pitch 大于 0.65mm,没有极致的布线密度要求,直接用镀通孔,工艺最简单,成本最低,良率最稳,我们工厂 90% 的常规订单都是这个方案
• 8 层以上的高密度板,BGA pitch 小于 0.65mm,表层布线空间不够,再考虑加盲孔
• 只有 HDI 板、手机主板这种极致高密度的场景,才需要盲孔 + 埋孔的组合,成本是镀通孔的 2 倍以上,工艺也复杂得多,没事别瞎用
这里要提一句最容易踩的坑:纵横比。
很多工程师设计的时候,只看孔径,不看板厚和孔径的比值。常规 PCB 工厂,垂直直流电镀稳定量产的纵横比上限是 10:1,超过这个数,不是做不了,是良率根本稳不住。
我去年接过一个客户的单,1.6mm 的板厚,设计了 0.2mm 的镀通孔,纵横比 8:1,看着没问题,但批量生产的时候,沉铜药水根本进不到孔中心,回来 30% 的板孔无铜,最后只能改设计,把孔径加到 0.25mm,良率直接拉到 99% 以上。
记住一句话:能把纵横比控制在 8:1 以内,就别挑战工厂的工艺上限,不然批量生产的时候,哭都来不及。
镀通孔量产的核心:这 3 道工序控不住,良率根本稳不住
很多工程师觉得,镀通孔的质量是工厂的事,我设计好就行。但实际上,80% 的镀通孔缺陷,在设计阶段就埋下了根,剩下的 20%,全在工厂的 3 道核心工序里。
我们工厂做了 10 年 PCB,镀通孔量产良率提升的核心,就是把这 3 道工序卡死了,没有任何商量的余地。
第一道:前处理,是镀通孔的底子,底子不好,后面全白搭
前处理的核心目的,就是把钻孔后的孔壁处理干净,给后面的沉铜电镀打好基础。很多工厂为了省成本,压缩前处理的时间,最后批量出问题,都找不到根因。
钻孔的时候,高速旋转的钻头会产生高温,把 PCB 基材的环氧树脂融化,形成一层胶渣粘在孔壁和内层铜环上。这层胶渣你不处理干净,后面的沉铜层根本粘不住,过炉一加热,镀层直接剥离,板子就废了。
我们工厂的管控红线是:
• 常规 FR-4 基材,高锰酸钾除胶渣时间不低于 8 分钟,高 Tg 基材不低于 12 分钟,必须通过切片验证胶渣完全去除
• 微蚀深度严格控制在 1-2μm,少了铜面结合力不够,多了孔径公差超标,每 2 小时测一次微蚀深度,不合格直接停线
• 除胶渣后必须做孔壁清洁度测试,不达标绝对不流入下一道工序
我见过太多小厂,除胶渣只做 3 分钟,微蚀全靠师傅手感,最后批量出镀层剥离的问题,还怪客户设计有问题。
第二道:化学沉铜,是镀通孔的心脏,这步出问题,直接孔无铜
化学沉铜,也叫孔金属化,是整个镀通孔工艺里最核心的一步。它的作用,就是在绝缘的孔壁上,先沉积一层 0.5-1μm 的薄铜层,让孔壁能导电,后面的电镀铜才能镀上去。
这步要是出问题,直接就是孔无铜,板子全废。我们工厂对沉铜工序的管控,到了近乎苛刻的地步。
首先是活化,沉铜的前提是孔壁上要有钯催化中心,就像种庄稼要先撒种子。高纵横比的孔,最容易出现的问题,就是孔中心的钯离子不够,活化不足,最后沉铜只沉了孔口,孔中心根本没铜。
我们的做法是,针对纵横比超过 6:1 的孔,活化时间直接翻倍,同时增加药水的摆动频率,确保钯离子能完全渗透到孔中心,没有任何死角。
然后是沉铜药水的管控,铜离子浓度、甲醛浓度、pH 值、温度,每一个参数都不能偏。我们每 2 小时就测一次药水参数,每天换一次槽,绝对不省这点成本。
最关键的,是沉铜后的背光测试。这是行业里验证沉铜质量的黄金标准,10 级是满分,我们的管控红线是不低于 9 级,只要有一片不达标,整批都返工,绝对不流入电镀工序。
很多小厂根本不做背光测试,沉铜完直接电镀,最后批量孔无铜,都不知道问题出在哪。
第三道:电镀铜,决定了镀通孔的最终可靠性
沉铜形成的薄铜层,根本满足不了导电和可靠性要求,必须通过电镀铜,把孔壁的铜层加厚到设计要求的厚度。
常规消费电子,孔铜平均厚度要达到 18μm 以上,符合 IPC Class2 标准;工业控制、汽车电子等高可靠性场景,需满足 IPC Class3 标准,平均孔铜≥20μm,最小孔铜≥18μm,车载 BMS、ADAS 等核心安全件,会进一步要求平均孔铜≥25μm,确保高低温循环下的可靠性。
同时行业通用要求:孔口与孔中心的铜厚差不能超过 20%,不然就是不合格。
很多人都遇到过 “狗骨效应”,就是切片看下来,孔口的铜层很厚,孔中心的铜层很薄,甚至有空洞。这就是最常见的电镀问题,核心原因就是电流分布不均,孔口离阳极近,电流密度大,铜都镀在孔口了,孔中心根本没镀上。
针对这个问题,我们的解决方案很明确:
• 常规纵横比≤8:1 的孔,用直流电镀,电流密度严格控制在 1.5-2.5ASD,不追求快,只求稳
• 纵横比 8:1-15:1 的高纵横比通孔电镀,直接用脉冲电镀,通过正向电流沉积、反向电流剥离孔口多余的铜,强制把电流赶到孔中心,铜厚差能稳稳控制在 20% 以内
• 纵横比超过 15:1 的超高纵横比孔,直接上水平电镀线,通过定向喷射的镀液,强制让药水穿过孔,根本不给药水交换不足的机会
这里给设计工程师提个醒:你设计的高纵横比通孔,一定要提前问工厂有没有对应的工艺能力,不是所有工厂都有脉冲电镀和水平电镀线,别设计完了,工厂做不了,最后只能改板。
高纵横比通孔电镀,到底难在哪?怎么解决?
现在的 PCB 越来越往高多层、小型化走,板厚越来越大,孔径越来越小,高纵横比通孔电镀已经成了高端 PCB 制造的核心瓶颈。
很多工程师都问我,为什么我设计的 12:1 的通孔,工厂打样能做,批量就良率暴跌?
核心原因很简单:打样可以慢慢做,参数调到最优,一片一片过;批量生产要赶产能,药水一直在消耗,参数稍微波动,良率就掉下来了。
高纵横比通孔的核心难点,就 3 个:
1. 孔太深太窄,镀液根本进不去,孔中心的铜离子浓度远低于孔口,铜根本镀不上
2. 电流分布严重失衡,孔口电流是孔中心的 3-5 倍,铜都堆在孔口,最后孔口堵了,孔中心还没镀上
3. 电镀产生的氢气气泡,卡在孔里出不来,挡住了铜的沉积,形成空洞和针孔
我们工厂跑了 5 年高纵横比通孔的量产,总结了一套能稳定落地的解决方案,不是实验室里的理论,是批量生产能用的:
第一,药水体系必须换。常规的直流电镀药水,根本满足不了高纵横比的要求,必须用高分散能力的专用药水,搭配低分子量的整平剂,能渗透到孔中心,不然再怎么调参数都没用。
第二,工艺参数必须优化。别再用直流电镀硬刚了,直接上脉冲电镀,我们量产常用的是正向占空比 40%,反向占空比 8% 的参数,配合匹配的峰值电流,12:1 的通孔,铜厚差能稳定在 15% 以内,良率能做到 98% 以上。
第三,前处理必须强化。高纵横比的孔,药水本来就难进去,除胶渣、活化、沉铜的时间,必须比常规孔延长 50% 以上,还要加超声波辅助,确保药水能完全填满孔,不然活化不足,后面电镀全白搭。
第四,设备必须跟上。如果要做 15:1 以上的超高纵横比通孔,别犹豫,直接上水平电镀线,垂直电镀线的量产稳定极限就在 10:1,再怎么调都突破不了物理极限。
镀通孔常见缺陷,怎么排查?怎么根治?
做 PCB 量产,最头疼的就是镀通孔出缺陷,找半天找不到根因,返工都不知道从哪下手。
我们工厂整理了一套PCB 镀通孔缺陷排查的标准流程,跑了 10 年,99% 的问题都能快速定位,根治解决,今天直接分享给你。
最致命的缺陷:孔无铜
这是最常见也最致命的问题,电气测试直接开路,板子完全没用。
90% 的孔无铜,都出在沉铜工序,剩下的 10%,是电镀时孔里有气泡。
快速排查流程:
1. 先看切片,孔壁是完全没铜,还是只有孔中心没铜?
2. 完全没铜,先查沉铜工序,大概率是活化不足,或者除胶渣没做好,胶渣盖住了孔壁,沉铜层粘不上
3. 只有孔中心没铜,就是高纵横比孔的药水渗透不足,活化和沉铜的时间不够,或者电镀时药水交换不足
4. 要是孔壁有局部的无铜,大概率是孔里有气泡,挡住了沉铜或电镀
根治方案:
• 除胶渣必须做透,切片验证胶渣完全去除
• 高纵横比孔,活化和沉铜时间翻倍,增加药水摆动
• 电镀前增加真空除气工序,把孔里的空气抽干净,避免气泡残留
• 沉铜后必须做背光测试,不达标绝对不往下走
最容易被忽略的缺陷:镀层空洞 / 针孔
这种缺陷最坑,测试的时候可能是通的,但一上锡炉,一经过热循环,镀层就断了,产品到客户手里才出问题,售后成本极高。
核心根因:
• 孔壁有油污、杂质,沉铜层没覆盖上
• 沉铜层有针孔,电镀的时候没盖住
• 孔里有气泡,铜镀不上
• 高纵横比孔里,铜离子耗尽,镀层断了
根治方案:
• 前处理除油工序必须做足,确保孔壁洁净
• 优化沉铜药水参数,避免针孔产生
• 提升镀液的循环和摆动频率,确保孔里的药水能快速更新
• 降低电流密度,延长电镀时间,让镀层更均匀
最常见的工艺缺陷:狗骨效应
就是孔口铜厚、孔中心铜薄,厚度差超过 20%。很多工厂为了让孔中心铜厚达标,只能延长电镀时间,最后孔口铜厚超标,蚀刻的时候孔口的铜蚀不掉,造成短路。
核心根因:
• 直流电镀电流分布不均
• 电镀药水分散能力不足
• 高纵横比孔药水交换不足
根治方案:
• 直接换脉冲电镀工艺,反向电流能把孔口多余的铜剥掉,平衡镀层厚度
• 换高分散能力的电镀药水,优化添加剂配比
• 降低电流密度,慢工出细活,别追求快
最容易出可靠性问题的缺陷:镀层剥离 / 起泡
这种缺陷,平时测试没问题,一过回流焊,镀层就起泡、剥离,直接开路。汽车电子、工业控制的板子,最容易出这个问题,因为要过多次回流焊,还要经受高低温循环。
核心根因:
• 孔壁微蚀不足,铜层结合力不够
• 除胶渣过度,孔壁基材太粗糙,沉铜层覆盖不完整
• 镀层内应力太大,一受热就剥离
• PCB 吸潮了,焊接的时候水汽蒸发,把镀层顶起来了
根治方案:
• 严格控制微蚀深度在 1-2μm,确保铜面有足够的粗糙度,提升结合力
• 优化除胶渣工艺,别过度除胶
• 优化电镀添加剂,降低镀层内应力
• PCB 生产完必须密封包装,客户焊接前必须 120℃烘烤 4 小时,去除潮气
最后:从设计端避坑,才是最省钱的办法
很多工程师都觉得,镀通孔的质量是工厂的事,我只要把图画出来就行。但实际上,最好的解决方案,从来不是出了问题再去修,而是从设计端就把坑填上。
我们工厂每天要审几百份客户的图纸,80% 的镀通孔量产风险,在设计阶段就能规避掉。这里给你 3 个最核心的 DFM 设计准则,全是踩坑踩出来的,直接用就行。
第一,永远别挑战工厂的工艺极限。
常规工厂垂直直流电镀,镀通孔稳定量产的纵横比上限是 10:1,你设计的时候,就把孔径做到 0.25mm 以上,纵横比控制在 8:1 以内,给工厂留足够的工艺余量,良率绝对稳。别为了省一点布线空间,把参数卡到极限,批量生产的时候,一点波动就出问题。
第二,参数设计必须留余量。
镀通孔的焊盘直径,必须比成品孔径大 0.4mm 以上,因为钻孔有 ±0.05mm 的公差,你焊盘留小了,钻孔偏一点,焊盘就没了,直接开路。
还有镀层厚度,设计的时候一定要留余量,双面镀铜会让孔径缩小 0.02-0.05mm,插件孔的孔径,一定要比元件引脚直径大 0.2mm 以上,不然元件引脚插不进去,只能返工。
第三,高速信号的镀通孔,别只看导通,要看信号完整性。
很多工程师做高速板,只关注镀通孔通不通,根本没考虑过孔的寄生参数。1GHz 以上的信号,镀通孔的桩线会产生严重的信号反射,直接让你的信号质量崩掉。
这里给你两个最实用的优化技巧:
• 高速信号过孔,优先做背钻,把多余的桩线控制在 0.2mm 以内,能把信号反射降低 80% 以上
• 信号过孔旁边,1mm 以内必须放一个接地回流过孔,缩短回流路径,降低串扰和 EMI
最后说一句,电路板镀通孔看着简单,实则全是细节。设计端多留 0.1mm 的余量,工厂端多卡一道管控工序,就能避免 90% 的问题。做 PCB,从来不是越极限越好,越稳越好。